Pipeline Integrity
TechCorr’s Pipeline Integrity group is dedicated to ensuring the reliability and safety of your pipelines through comprehensive inspection and validation services. Our team of experts specializes in non-destructive examination (NDE) of pipelines during anomaly digs and validation of in-line inspection data, utilizing a blend of conventional and advanced technologies to deliver accurate and reliable results.
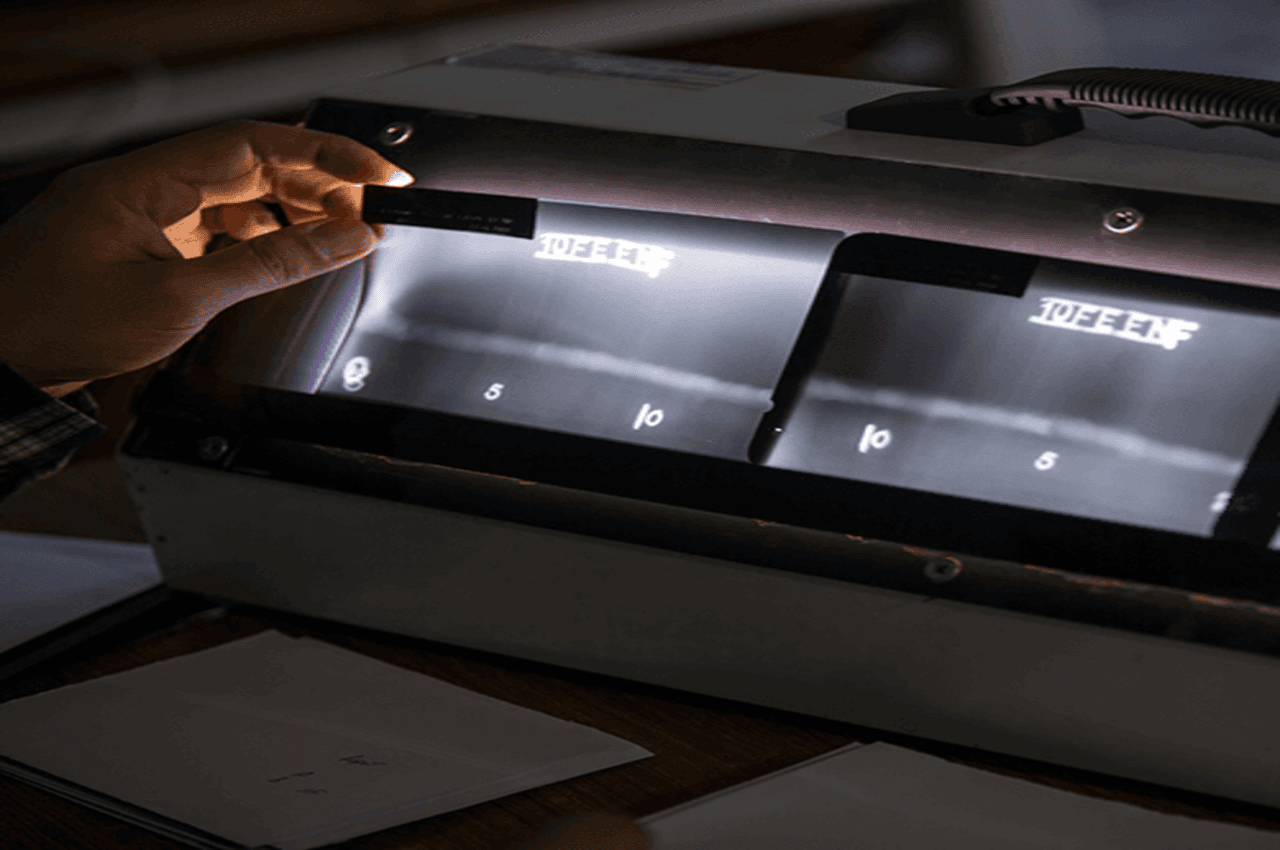
Radiographic Testing (RT)
Radiographic Testing utilizes high-energy radiation to penetrate materials and produce detailed images of internal structures. This method effectively identifies cracks, voids, and other flaws, ensuring the integrity of welds and components while adhering to industry safety standards.

Shear Wave Testing
Shear Wave Testing, a form of ultrasonic testing, is essential for assessing weld integrity and detecting defects in materials. This method provides accurate depth and size measurements of flaws, enhancing the reliability of critical components in various industries.

Magnetic Particle Testing (MT)
Magnetic Particle Testing is an effective method for identifying surface and near-surface defects in ferromagnetic materials. By applying magnetic fields and fine iron particles, this technique highlights flaws such as cracks and inclusions, ensuring the safety and reliability of your assets.

Dye Penetrant Testing (PT)
Dye Penetrant Testing is a widely used method for detecting surface-breaking defects in non-porous materials. By applying a fluorescent dye, this technique reveals cracks and imperfections, ensuring thorough inspections and maintaining the integrity of critical components.

Ultrasonic Thickness Testing (UTT)
Ultrasonic Thickness Testing measures the thickness of materials to detect corrosion and erosion. This non-destructive method provides precise readings, helping you monitor asset health and prevent failures by ensuring that components meet required thickness specifications.

Hardness Testing
Hardness Testing evaluates the resistance of materials to deformation and wear. This essential method helps determine material properties, ensuring compliance with specifications and enhancing overall asset performance and longevity.

Positive Material Identification (PMI)
Positive Material Identification ensures that materials meet specified compositions and standards. By analyzing the elemental makeup of metals and alloys, this method prevents costly errors and ensures the integrity of components in critical applications.

Eddy Current Testing (EC)
Eddy Current Testing is a versatile method for detecting surface and near-surface defects in conductive materials. By inducing eddy currents, this technique quickly identifies cracks, corrosion, and material inconsistencies, providing real-time insights into asset integrity.

Visual Testing Inspection (VT)
Visual Testing Inspection is the first line of defense in asset management, allowing for quick evaluations of components and structures. Our trained inspectors utilize established guidelines to identify potential issues early, ensuring safety and compliance while facilitating proactive maintenance strategies.


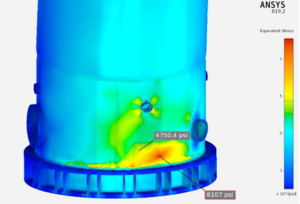 Customized Repair Strategy and Structural Integrity
Customized Repair Strategy and Structural Integrity