Our extensive resume is comprised of over 10,000 projects completed

Corrosion Under Insulation (CUI) Detection and Repair Techniques
Corrosion under insulation (CUI) and corrosion under fireproofing (CUF) pose significant threats to the integrity of industrial infrastructure in petrochemical plants. These insidious forms of corrosion can compromise an asset's structural integrity, leading to costly leaks, unplanned downtime, and potentially catastrophic failures. Addressing CUI and CUF challenges requires a proactive approach and the deployment of cutting-edge non-destructive testing (NDT) techniques for early detection and prompt intervention.
The Challenge: During a routine assessment of an industrial tower's skirt area, disturbing evidence of corrosion behind the fireproofing was uncovered. Ultrasonic thickness testing (UTT) revealed localized wall thickness reductions of up to 0.138 inches, exceeding the critical 70% threshold. This finding immediately triggered a comprehensive structural evaluation and the development of a strategic repair plan.Leveraging Advanced Technologies and Software Tools
The Advanced NDE team employed cutting-edge technologies and industry-leading software to ensure accurate assessments and tailored solutions. COMPRESS software was utilized to compute maximum load capacities and minimum required thicknesses based on design parameters such as temperature, pressure, and operational weight. This analysis established the baseline structural criteria for the repair.
Additionally, the team modeled the corroded and buckled skirt sections using ANSYS Finite Element Analysis (FEA) software. The comprehensive simulation identified stress concentrations and their distributions, enabling a precise assessment of the impacted areas. This thorough investigation provided invaluable insights for developing a practical repair solution.
Customized Repair Strategy and Structural Integrity Validation The Advanced NDE Division's repair strategy involved creating a welded patch to address the identified flaws, adhering to the stringent criteria outlined in ASME Section VIII Division 1. The expert team meticulously realigned the buckled section using fixtures and a 50-ton hydraulic jack, progressively applying force and heat between 800 and 1000°F to restore the skirt's original curvature. Post-repair, additional ANSYS FEA modeling was conducted to validate the integrity of the repair, ensuring maximum stress levels remained within permissible bounds for long-term viability. Moreover, the comprehensive inspection unearthed cracked anchor bolts, prompting immediate corrective actions to reinforce the tower's base, maintaining structural integrity through the installation of additional bolts. This case study highlights the Advanced NDE team's commitment to employing advanced NDT methods, cutting-edge software, and in-depth technical knowledge to provide customized solutions that protect vital assets and ensure operational excellence. Their proactive approach, leveraging state-of-the-art technologies and industry-leading expertise, enables early detection and effective mitigation of corrosion risks, extending the life and functionality of industrial infrastructure.
Ensuring Asset Integrity Post-Fire: TechCorr’s Horizontal Drum Vessel Inspection
In the aftermath of a fire incident, asset owners face the critical challenge of evaluating the extent of damage to their equipment and determining the best course of action for restoration and repair. Inaccurate or insufficient evaluation can have severe consequences, ranging from reduced productivity to catastrophic failures endangering the environment and human safety. As leaders in the NDT and asset management industries, TechCorr understands the crucial importance of comprehensive, methodical inspections in such situations. By employing cutting-edge non-destructive testing (NDT) methods, adhering to strict industry guidelines, and leveraging data analytics expertise, TechCorr helps clients navigate the challenges of post-fire asset evaluation and ensures the integrity of their machinery.
The Challenge: In a recent case study, TechCorr was called upon to assess the condition of a horizontal drum vessel following a fire incident. The company's team of certified technicians conducted a comprehensive external API 510 Compliance inspection, utilizing ultrasonic thickness measurements at strategically selected Condition Monitoring Locations (CMLs) to evaluate the vessel's structural integrity. Visual inspections revealed significant coating damage and burned gauges, but further investigation was necessary to identify any hidden damage that could compromise the vessel's performance and safety.To fully understand the vessel's condition, TechCorr conducted comprehensive metallography and hardness testing on both the fire-affected and undamaged regions. The company's engineers carefully examined the grain structures and mechanical properties, verifying that the vessel's metallurgical structure had not been significantly damaged despite the severe heat exposure. This thorough examination provided the asset owner with crucial information about the overall condition of the vessel, enabling well-informed decisions regarding maintenance, repairs, and future operations. Beyond the application of advanced NDT techniques, TechCorr's methodology included a comprehensive Fitness-for-Service (FFS) evaluation. The team assessed the vessel's structural integrity in light of the fire incident and the remaining wall thickness. Based on these findings, it was concluded that the vessel could be operated as long as regular maintenance procedures and inspections were followed. Additionally, the comprehensive assessment laid the foundation for a long-term asset reliability and risk reduction plan. TechCorr's post-fire inspection process goes beyond merely identifying damage. The company provides clients with comprehensive guidance on maintenance, repairs, and ongoing surveillance, ensuring that their assets continue to operate safely, efficiently, and in compliance with industry standards. In this case, TechCorr recommended recoating the vessel, replacing any damaged components, strengthening the support structures, and performing a hydrostatic test to confirm the vessel's integrity. Through the implementation of these steps and adherence to a comprehensive inspection plan, asset owners can operate their equipment with confidence, even when faced with unforeseen challenges arising from fire incidents.
NDT Inspection of a Kerosene Piping System
As a pioneer in the field of non-destructive testing (NDT) and asset management, TechCorr uses sophisticated methods and careful analysis to tackle challenging problems and guarantee the integrity and security of vital infrastructure. In this industry, it is critical to implement maintenance procedures that are exact, dependable, and proactive. Our most recent examination and assessment of a kerosene piping system, known as SK-077, highlighted the vital significance of thorough inspection procedures and focused fixes.
The inspection of the SK-077 system was conducted in accordance with the latest API 570 standards, focusing on the segment from the tower T1 to the pumps P-4 (P-4A, P-6A) within a crude plant. TechCorr's highly skilled NDE inspectors thoroughly inspected the system and found that it had been subjected to difficult circumstances, including fire damage, and excessive wear.
The Challenge: The primary areas of concern at pipe rack support bases were burned coatings, insulation failures, and general corrosion. Each of these problems needed to be thoroughly inspected and dealt with right away. Ultrasonic testing (UT), one of the crucial methods used, showed significant wall loss in several places, with results showing a drop of almost 60% from the nominal thickness. Particular condition monitoring locations (CMLs) were found; the worst degradation was seen at CMLs 6, 7, 10, 11, 12, and 13. Our engineers were able to create a focused maintenance plan and identify the locations that needed repairs the most urgently thanks to this data. TechCorr experts suggested several remedial steps to fix these problems. These included applying sophisticated coating systems to guard against more corrosion and environmental exposure, replacing deteriorated piping sections, and installing wear pads to stop crevice corrosion at support contact areas. Additionally, the team recommended installing support gussets at the pump's inlet and outlet connections to lessen stress and vibration-induced damage. TechCorr’s approach extends beyond immediate repairs to include preventive measures. For example, TechCorr's team stressed the significance of using high-quality insulation materials and appropriate sealing techniques to avoid moisture intrusion, a typical source of corrosion under insulation (CUI), in order to combat continuous corrosion under insulation. Regular inspection intervals were also set, with UT surveys every 10 years and visual examinations every five years, to guarantee ongoing monitoring and prompt intervention. The assessment also made clear the necessity of better site drainage and housekeeping in order to stop environmental variables from accelerating the deterioration of the infrastructure. TechCore experts recommended carefully cleaning and recoating the affected parts in compliance with NACE SSPC-SP-3 requirements, which are specifically tailored for the maritime climate of the site, in order to extend the lifespan of the components. TechCorr proved its dedication to guaranteeing the efficiency, dependability, and safety of crucial piping systems by implementing these cutting-edge NDT procedures and thorough maintenance plans. In addition to resolving the immediate challenges, our skilled team's ability to recognize and handle these issues successfully laid the groundwork for improved long-term asset management, highlighting TechCorr's position as a leader in the sector.
Horizontal Recontracting Drum Postfire Assessment
The engineers and experts at TechCorr are committed to upholding the best practices in asset management and non-destructive testing (NDT). An illustration of this dedication was our recent examination of a horizontal recontracting drum following a fire incident.
The Challenge: This 60-inch-diameter vessel was constructed with SA-516-70 and SA-106 components; therefore, a thorough API 510 Compliance evaluation was required to identify any damage and ensure continued safe operation. The fire on the north and bottom of the drum caused level II damage, while other areas showed level I damage. The possibility of accelerated corrosion and metallurgical integrity remained concerns, despite initial investigations showing little mechanical deformation. TechCorr's expert team used cutting-edge nondestructive testing (NDT) methods, beginning with ultrasonic thickness testing (UT), to solve these problems. Our experts tested the thickness at 17 carefully chosen condition monitoring locations (CMLs) throughout the vessel, including the shell, heads, and nozzles, using a GE DMS Go device. After calibrating the UT values in Echo-to-Echo mode with the step wedge, it was confirmed that the corrosion rate was low, at 0.5 MPY, indicating minimal material loss. This information was essential for confirming the vessel's post-fire structural integrity. Our engineering team compared the grain structure and mechanical characteristics of samples from fire-affected and unaffected locations using metallography and hardness testing in addition to UT. The results of these tests confirmed that the metallurgical integrity of the vessel had not been harmed by the fire. Our maintenance recommendations were informed by a clear awareness of the vessel's condition, thanks to our thorough approach. The inspection revealed primarily coating damage, especially on the ladder, platform, and north side of the drum, with no mechanical deformations observed. Areas exposed to fire showed some minor corrosion, but it was still within acceptable bounds. Although there were pre-existing random cracks in the concrete, structural elements such as metallic saddles and concrete supports did not exhibit any damage from the fire. The expert team at TechCorr made a number of maintenance recommendations in light of the findings, including recoating and sandblasting the platform and ladder, fixing the ladder's concrete support, fireproofing the metallic saddles, maintaining and calibrating the Pressure Safety Valve (PSV), and running a hydrostatic test to make sure there are no leaks. These actions guarantee the vessel's long-term integrity and operating preparedness. This case study emphasizes how crucial sophisticated nondestructive testing procedures are to asset management. TechCorr's team of engineers and specialists was able to reduce immediate risks and ensure the safety and efficiency of the vessel for future operations by carefully evaluating and resolving any difficulties. This proactive strategy highlights TechCorr's industry leadership and illustrates our dedication to maintaining operational excellence and industrial safety.
Forensic Failure Analysis: Unraveling the Causes of a Refinery Fire Incident
A refinery fire occurred in March 2024 as a result of an occurrence, which prompted a thorough failure review to determine the root cause. Within four hours, the fire that started in the P-6A Pump area and moved to the E-4 heat exchanger was contained, seriously disrupting operations but leaving no casualties.
The Challenge: After a thorough investigation, TechCorr’s team of engineers determined that the fire was started by a ½” nipple to bushing connection failure on the P-6A pump discharge line. The forensic investigation emphasized how important non-destructive testing (NDT) and advanced metallurgical analysis were to identifying the fundamental problems that led to the incident.TechCorr’s professional experts identified the main failure as the result of a fatigue crack in the ½" union nipple to bushing connection. A detailed fractography revealed a smooth, flat crack initiation point with typical ratchet signs suggestive of fatigue. The threaded part of the nipple was penetrated by these fatigue cracks, leading to an abrupt overload-related ductile failure. The crack started above the thread groove at the apex of the nipple and continued until the nipple completely failed. This finding was corroborated by high-magnification testing that revealed surface oxidation damage, which was likely exacerbated by improper maintenance and environmental exposure.
A failure tree analysis was instrumental in systematically evaluating potential causes, ranging from material integrity and maintenance practices to mechanical design and operational stresses. The investigation ruled out theories such overload impact and corrosion, emphasizing vibration- and fatigue-induced stresses as the main causes. A crucial element in the fracture initiation process was found to be the presence of martensite, a hard and brittle phase created during the nipple threading process, according to the metallographic analysis. Conditions were ideal for failure because of the brittleness of the martensite layer and high-cycle, low-load bending fatigue caused by the vibrations of the pump. Finite Element Analysis (FEA) simulations further substantiated these findings by modeling the stress distribution within the nipple-bushing assembly. According to the FEA, the threaded grooves had the highest stress concentrations, which corresponded with the failure sites that were seen. The models showed that bending fatigue was largely caused by the threaded branch connection's cantilevered design, which supported a load of 8.5 pounds. The proposed installation of a reinforcing bracket served to alleviate this problem by distributing the loads more evenly, so lowering the stress on the crucial threaded connection and averting further failures. The nipple material complied with ASTM A29/A29M-20 criteria for grade 1026 carbon steel, according to a chemical composition analysis, ruling out the possibility of material flaws as a contributory issue. Hardness tests, however, indicated that the nipple's surface hardness surpassed usual values because of cold deformation during threading, which further supported the brittleness and fatigue susceptibility of the material. TechCorr's thorough failure analysis highlights how sophisticated nondestructive testing (NDT) methods and metallurgical investigations should be integrated into asset management. The team produced actionable insights that not only addressed the immediate breakdown but also gave long-term solutions to improve the dependability and safety of key infrastructure by painstakingly tracking the incident up to its origins and verifying discoveries through simulations. This case study highlights the critical role that strong design principles and proactive maintenance play in averting catastrophic failures and guaranteeing operational continuity.
Safeguarding Asset Integrity through Advanced NDT: TechCorr’s NAFTA Pipeline System Assessment
TechCorr, a leading provider of NDT and asset management solutions, recently undertook a comprehensive inspection of a Nafta pipeline system that had been exposed to a severe fire incident. The inspection focused on a Class 2 carbon steel (CS) piping system, designated as SK-019, which was operational in a refinery setting.
The Challenge: Due to the fire, this system had been subjected to extremely high temperatures, raising concerns about potential issues with its structural integrity, such as corrosion, coating breakdown, and mechanical damage. TechCorr's primary objectives were to evaluate the extent of damage, determine the system's suitability for continued operation, and recommend necessary repairs. Employing a multifaceted approach, TechCorr's experts utilized a range of advanced NDT techniques to accurately assess the pipeline system's condition. One of the primary methods employed was Ultrasonic Thickness (UT) measurement, which enabled the systematic measurement and documentation of wall thickness values. By establishing Condition Monitoring Locations (CMLs), TechCorr's team revealed a 22% wall loss relative to the nominal thickness and identified areas vulnerable to further deterioration. In addition to UT measurements, TechCorr's knowledgeable team conducted a comprehensive visual assessment to identify any surface imperfections, such as mechanical deformation, general corrosion, and coating failure. A metallographic study was also performed to investigate potential microstructural changes due to the fire exposure. Notably, no significant alterations or microstructural damage were found, indicating that the material's primary properties were preserved. TechCorr's experts also conducted hardness testing on the suction and discharge sections of the pumps, verifying that there was no heat-induced brittleness or softening, and that the material's hardness remained within acceptable limits. The inspection revealed overall corrosion and coating degradation due to the intense heat from the fire, with observations including numerous rust patches, corroded flange studs and bolts, and peeling and burned coatings. Despite these issues, the engineers found no significant leaks or misalignments, and the system's structural integrity was largely maintained. Based on these findings, TechCorr's professionals recommended applying NACE SSPC-SP-3 standards for complete cleaning and recoating of corroded areas. This preventive action is crucial to extend the life of the affected components and prevent unplanned leaks. Additionally, it was advised to perform thorough maintenance and leak testing on all valves prior to restarting operations. Due to the visible scale corrosion on the flanges and gaskets, gasket replacement was also recommended. Furthermore, the fire damage to the platform near Drum D-1 necessitated the construction of supports, and strengthening this structure was crucial for ensuring safe access and operation. TechCorr's meticulous application of advanced NDT techniques underscores the importance of comprehensive inspections in asset integrity management. The company's qualified team conducted metallographic analyses, hardness tests, and UT measurements to provide a thorough evaluation that guided targeted maintenance plans. This proactive approach not only ensures the continued safety and reliability of the Nafta piping system but also highlights TechCorr's commitment to excellence in asset management and non-destructive testing. By leveraging its expertise and cutting-edge methodologies, TechCorr continues to set industry standards, ensuring that critical infrastructure remains secure, efficient, and operational.
Safeguarding Asset Integrity: Advanced NDT Inspection of Critical Gas Oil Piping System
The capacity to precisely evaluate the state of vital infrastructure and act quickly to resolve possible problems is crucial when it comes to asset integrity management. TechCorr is in the forefront of using cutting-edge technologies and processes to ensure the safety, dependability, and lifespan of complex industrial systems. A recent case study demonstrates the revolutionary effect of TechCorr's proficiency in identifying and fixing major problems with a gasoil pipe system.
 Our assessment relied heavily on visual inspections, with special attention paid to spotting indications of mechanical deterioration, coating failures, and corrosion beneath insulation (CUI). Our skilled specialists carefully inspected the system, noting any places where operating wear and environmental conditions had affected it. This thorough visual evaluation, along with the information gathered using cutting-edge NDT techniques, gave a full picture of the state of the system.
Our assessment relied heavily on visual inspections, with special attention paid to spotting indications of mechanical deterioration, coating failures, and corrosion beneath insulation (CUI). Our skilled specialists carefully inspected the system, noting any places where operating wear and environmental conditions had affected it. This thorough visual evaluation, along with the information gathered using cutting-edge NDT techniques, gave a full picture of the state of the system.
 The inspection revealed various critical issues that needed immediate attention. Active surface corrosion and pitting occurred as a result of insulating seal failure, which allowed moisture ingress and subsequent corrosion to occur at depths of 0.040" to 0.080". The covering of the system was severely deteriorated, impairing its protective ability and aggravating the underlying corrosion problems. Furthermore, there were indications of mechanical wear and corrosion on a number of structural parts, including pipe supports and flange assemblies.
Equipped with an abundance of information obtained from the inspection, TechCorr created a thorough maintenance plan to tackle the problems found early on. Our suggestions were intended to improve the system's long-term dependability and performance in addition to addressing the immediate issues. Every suggestion, which included replacing valves and flange assemblies, applying sophisticated coating systems, installing non-metallic wear pads at support contact areas, and more, was thoughtfully designed to maximize the integrity of the system.
This case study highlights TechCorr's proactive approach to asset integrity management and our steadfast dedication to use the most recent NDT technology along with industry best practices to provide our clients with unmatched value. Through precise assessment of essential infrastructure and efficient restoration tactics, we empower asset owners to prolong system lifespan, guarantee adherence to safety regulations, and reduce unplanned downtime risks.
The inspection revealed various critical issues that needed immediate attention. Active surface corrosion and pitting occurred as a result of insulating seal failure, which allowed moisture ingress and subsequent corrosion to occur at depths of 0.040" to 0.080". The covering of the system was severely deteriorated, impairing its protective ability and aggravating the underlying corrosion problems. Furthermore, there were indications of mechanical wear and corrosion on a number of structural parts, including pipe supports and flange assemblies.
Equipped with an abundance of information obtained from the inspection, TechCorr created a thorough maintenance plan to tackle the problems found early on. Our suggestions were intended to improve the system's long-term dependability and performance in addition to addressing the immediate issues. Every suggestion, which included replacing valves and flange assemblies, applying sophisticated coating systems, installing non-metallic wear pads at support contact areas, and more, was thoughtfully designed to maximize the integrity of the system.
This case study highlights TechCorr's proactive approach to asset integrity management and our steadfast dedication to use the most recent NDT technology along with industry best practices to provide our clients with unmatched value. Through precise assessment of essential infrastructure and efficient restoration tactics, we empower asset owners to prolong system lifespan, guarantee adherence to safety regulations, and reduce unplanned downtime risks.
The Challenge: The system under consideration, designated as SK-014, is a Class 2 insulated piping network that functions within the harsh conditions of a refinery. TechCorr was tasked with performing an extensive API 570 compliance check once the system was taken offline in order to evaluate its state and find any possible threats to its integrity.Our multidisciplinary approach to the examination included a variety of cutting-edge nondestructive testing (NDT) techniques, each of which was carefully chosen to offer insightful information about the system's condition. At the core of our assessment was the use of Ultrasonic Thickness (UT) Measurement, which allowed us to quantify the extent of wall loss at 29 strategically chosen Condition Monitoring Locations (CMLs). The technique yielded data on mild wall thinning as well as a crucial baseline for calculating corrosion rates and estimating remaining life in the future. TechCorr performed Positive Material Identification (PMI) at key sites, such as the suction and discharge points of pumps P-6 and P-6A, to make that the system's material composition complied with stipulated specifications. As a critical component of preserving asset integrity, our confirmation of the 1 1/4Cr steel composition showed our dedication to precise and comprehensive material verification.
Our assessment relied heavily on visual inspections, with special attention paid to spotting indications of mechanical deterioration, coating failures, and corrosion beneath insulation (CUI). Our skilled specialists carefully inspected the system, noting any places where operating wear and environmental conditions had affected it. This thorough visual evaluation, along with the information gathered using cutting-edge NDT techniques, gave a full picture of the state of the system.
The inspection revealed various critical issues that needed immediate attention. Active surface corrosion and pitting occurred as a result of insulating seal failure, which allowed moisture ingress and subsequent corrosion to occur at depths of 0.040" to 0.080". The covering of the system was severely deteriorated, impairing its protective ability and aggravating the underlying corrosion problems. Furthermore, there were indications of mechanical wear and corrosion on a number of structural parts, including pipe supports and flange assemblies.
Equipped with an abundance of information obtained from the inspection, TechCorr created a thorough maintenance plan to tackle the problems found early on. Our suggestions were intended to improve the system's long-term dependability and performance in addition to addressing the immediate issues. Every suggestion, which included replacing valves and flange assemblies, applying sophisticated coating systems, installing non-metallic wear pads at support contact areas, and more, was thoughtfully designed to maximize the integrity of the system.
This case study highlights TechCorr's proactive approach to asset integrity management and our steadfast dedication to use the most recent NDT technology along with industry best practices to provide our clients with unmatched value. Through precise assessment of essential infrastructure and efficient restoration tactics, we empower asset owners to prolong system lifespan, guarantee adherence to safety regulations, and reduce unplanned downtime risks.Ensuring Operational Integrity: TechCorr’s Post-Fire Hardness Test Analysis
Our team at TechCorr was entrusted with evaluating possible damage to vital infrastructure components following a large-scale fire incident at a crude distillation unit. TechCorr expert professionals performed a thorough hardness test analysis using cutting-edge Non-Destructive Testing (NDT) procedures to assess the integrity of diverse equipment exposed to high heat.
The Challenge: Personnel safety and incident containment are the top priorities in the event of a refinery fire. Determining the degree of damage to vital equipment and whether it is fit for further use are two new difficulties that arise in the aftermath. In this instance, the customer had to undertake the difficult work of assessing the integrity of important parts that had been exposed to intense heat, including exchangers, drums, and pipes. TechCorr’s NDT experts tackled this task with a strong emphasis on accuracy and comprehensiveness. The specialists realized that the thoughtful selection of test points, the application of several testing tools, and the thorough data analysis were critical to the assessment's dependability. The team started by carefully marking the places that were heated by radiation and those that were in direct contact with the fire. By taking a thorough approach, the engineers were able to record the entire range of heat effects on the machinery. The team used a variety of hardness testing tools, such as the Novotest T-U1 ultrasonic hardness tester, the Hardness Tester series E00-0098 impact durometer, and the Sndway SW-6230 impact durometer, to guarantee the accuracy of our measurements. This technique of triangulation produced a solid dataset for examination. TechCorr’s professional team carefully analyzed the hardness values at various spots on every piece of equipment in order to search for any signs of microstructural alterations brought on by fire. For example, while evaluating the E-12 Exchanger, we found that the hardness values were generally within the conventional ranges, with minor deviations that were more likely to be caused by thermal stress relief during production than by fire damage. Overall, the analysis showed that the evaluated materials' hardness ratings stayed within allowable bounds. Significantly, some regions had reduced hardness, most likely as a result of earlier thermal stress alleviation procedures. Most importantly, the materials' resistance to harsh conditions was confirmed by the lack of evidence of microstructural changes brought on by the fire. This case study demonstrates the effectiveness of sophisticated NDT techniques in post-incident evaluations is. TechCorr was able to offer crucial insights into the structural integrity of essential refinery components by utilizing accurate hardness testing techniques. The results guaranteed that the client could move forward with assurance, understanding that their equipment would continue to be secure and functional. Our dedication to employing state-of-the-art technology and meticulous analysis upholds TechCorr's leadership in asset management and nondestructive testing. This proactive strategy highlights the significance of thorough post-incident reviews in the sector by addressing both immediate safety concerns and long-term operational reliability.
Pulsed Eddy Current Testing of Subsea Pipline System
 INTRODUCTION:
Subsea pipelines or submarine pipelines are those usually laydown on seabed or inside of a trench below sea. Due to the marine conditions (sea roughness, alkaline conditions) and the self-contents, pipelines are usually under high risk of corrosion and erosion damage mechanisms apart from mechanical loading or stressing. Offshore steel pipelines are normally designed for a life ranging from 10 years to 40 years. To enable the pipeline to last for the design life, the pipeline needs to be protected from corrosion both internally and externally.
INTRODUCTION:
Subsea pipelines or submarine pipelines are those usually laydown on seabed or inside of a trench below sea. Due to the marine conditions (sea roughness, alkaline conditions) and the self-contents, pipelines are usually under high risk of corrosion and erosion damage mechanisms apart from mechanical loading or stressing. Offshore steel pipelines are normally designed for a life ranging from 10 years to 40 years. To enable the pipeline to last for the design life, the pipeline needs to be protected from corrosion both internally and externally.
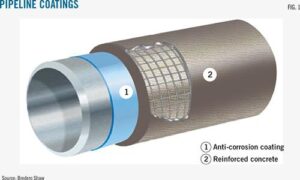 Protection of the pipelines also involves sacrificial anode installations at defined lengths depending on the risk rating. However, anti-corrosion coatings play a vital role in keeping the pipelines yielding designed life time. Fusion bonded epoxy coatings were found to be effective solution to keep the pipeline safe from corrosion and reinforced concrete is applied on top of it to for additional protection & give weight to help the pipeline remain laterally stable on the seabed, or for providing insulation. The other coatings that can be used with concrete coating are coal tar enamel and coal tar epoxy and they are used with lower product temperatures. Both of these coatings are bituminous coatings reinforced with fiberglass. However, most bituminous coatings are not desirable due to environmental laws and decreasing efficiency (sagging, cracking, permeation, and chemical deterioration).
INTEGRITY CONCERNS & STRATEGY:
Monitoring at regular intervals of marine pipeline against corrosion or erosion damage mechanisms is an important strategy to maintain its integrity. Unlike above ground equipment or piping, subsea sections of pipeline have limitations to carry out external inspections using conventional methods due to the existence of applied coatings and marine growth. Even though in-line inspections using Pigs can be performed from internal side, the requirement to inspect some section of pipeline which has high risk rating or the restrictions to apply in-line inspections due to pipeline geometry, operational conditions set forth limitations to adopt this technology in some cases.
Some of the guidelines on the in-service inspection of subsea pipelines recommends to develop an inspection strategy considering risk rating, conditions of the pipeline, contents, weather conditions.
The phases of in-service inspection include operation preparation, inspection, survey, maintenance and repair. During the operation condition, in-service inspections and surveys are to be conducted for pipelines. In-service inspections and surveys are to be planned to identify the actual conditions of pipelines for the purpose of integrity assessment. Typically, In-service inspection can be planned based on the following:
Protection of the pipelines also involves sacrificial anode installations at defined lengths depending on the risk rating. However, anti-corrosion coatings play a vital role in keeping the pipelines yielding designed life time. Fusion bonded epoxy coatings were found to be effective solution to keep the pipeline safe from corrosion and reinforced concrete is applied on top of it to for additional protection & give weight to help the pipeline remain laterally stable on the seabed, or for providing insulation. The other coatings that can be used with concrete coating are coal tar enamel and coal tar epoxy and they are used with lower product temperatures. Both of these coatings are bituminous coatings reinforced with fiberglass. However, most bituminous coatings are not desirable due to environmental laws and decreasing efficiency (sagging, cracking, permeation, and chemical deterioration).
INTEGRITY CONCERNS & STRATEGY:
Monitoring at regular intervals of marine pipeline against corrosion or erosion damage mechanisms is an important strategy to maintain its integrity. Unlike above ground equipment or piping, subsea sections of pipeline have limitations to carry out external inspections using conventional methods due to the existence of applied coatings and marine growth. Even though in-line inspections using Pigs can be performed from internal side, the requirement to inspect some section of pipeline which has high risk rating or the restrictions to apply in-line inspections due to pipeline geometry, operational conditions set forth limitations to adopt this technology in some cases.
Some of the guidelines on the in-service inspection of subsea pipelines recommends to develop an inspection strategy considering risk rating, conditions of the pipeline, contents, weather conditions.
The phases of in-service inspection include operation preparation, inspection, survey, maintenance and repair. During the operation condition, in-service inspections and surveys are to be conducted for pipelines. In-service inspections and surveys are to be planned to identify the actual conditions of pipelines for the purpose of integrity assessment. Typically, In-service inspection can be planned based on the following:
- At each Annual Survey, the records of maintenance are to be reviewed for compliance with the approved maintenance plan. The function of the safety protective devices is to be proven in order.
- Any subsea maintenance inspection carried out internally or externally of the pipeline is to be verified and reported. At each five (5) year interval, the complete maintenance records are to be reviewed.CURRENT INSPECTION SCOPE: TechCorr carried out in-service inspection of the for assessment of corrosion under coating of Subsea Pipeline Ending Manifold (PLEM) using Pulsed Eddy Current Testing Technique (PECT) in one of the offshore facilities in India. PECT was used for above application as it is difficult to get Ultrasonic thickness readings of base metal without removal of insulation. PECT technique can provide average remaining wall thickness within footprint area & extent of the corrosion/erosion of base metal. Proper safety arrangements permit and on-site support was offered and fulfilled by Client Team. Co-operation offered by Divers/ROV team to inspection engineers of TechCorr made the completion of job easier during field survey.
- covered by insulation, asbestos, fireproofing, or concrete
- coated with materials like bitumen, polyethylene, or epoxy
- partially or fully submerged in water
- covered in corrosive material, such as rust
- used in high temperature applications
- used to house or transport hazardous material and therefore cannot risk damage that may occur if surface were scoured for testing.
-
- 10” (250mm) of obscuring insulation or fireproofing
- .75” (20mm) of marine growth, coatings, and corrosion.
|
|
 RESULTS AND FINDINGS:
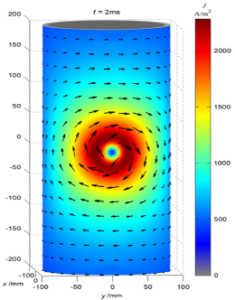
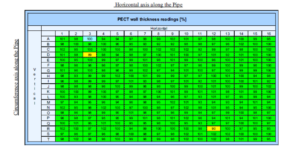
Testing has revealed minor wall loss (with an average remaining wall thickness percentage of 89% under foot print area) has been recorded on one of the sections. No major findings were recorded under the current scope of inspection. A snapshot of the PECT measurements on the one of the sections scanned has been presented below providing overview of the color coded PECT measurements with remaining wall thickness measurements.
RESULTS AND FINDINGS:
Testing has revealed minor wall loss (with an average remaining wall thickness percentage of 89% under foot print area) has been recorded on one of the sections. No major findings were recorded under the current scope of inspection. A snapshot of the PECT measurements on the one of the sections scanned has been presented below providing overview of the color coded PECT measurements with remaining wall thickness measurements.
 CONCLUSION: Pulsed Eddy Current Testing is proved to be an effective tool to screen the submerged pipelines without removing the coatings making the non-piggable, piggable pipeline sections for quick assessment on the pipeline condition and in meeting the integrity management requirements to detect any unforeseen severe corrosion damage to the pipeline at early stages when monitored at regular intervals.
CONCLUSION: Pulsed Eddy Current Testing is proved to be an effective tool to screen the submerged pipelines without removing the coatings making the non-piggable, piggable pipeline sections for quick assessment on the pipeline condition and in meeting the integrity management requirements to detect any unforeseen severe corrosion damage to the pipeline at early stages when monitored at regular intervals.
Corrosion under Fireproofing On The Vessel Skirts
ABSTRACT:
Corrosion under insulation & fireproofing has become more critical in the industry for a number of reasons. For one, the industry as a whole has become more complex. Chemical, petroleum and food processing facilities to name a few, require more sophisticated equipment, instruments and piping arrangement. Piping and equipment are more difficult to insulate or fireproof requiring highly skilled professionals. Cost cutting is putting inspections and maintenance in jeopardy.
These events can lead to a premature wet insulation system and eventually corrosion to the pipe or equipment. Detecting Corrosion Under Insulation (CUI) & fireproofing prior to serious damage or failure to the process system is imperative. Each year millions of dollars are spent in correcting the failure of pipe and equipment as the result of CUI. This situation shouldn't be surprising since 95 percent of the failures go undetected until the product begins to seep through the insulation system into the ground or floor.
In the current project Pulsed Eddy Current Testing was used for the purpose of detection of corrosion under fireproofing on vessel skirts in one of the petrochemical industry at singapore. Results indicated minor to moderate corrosion type indications on various vessel skirts. Some of the suspected locations were opened and verified with ultrasonic thickness measurement. Slight difference in results reported by the ultrasonic and PEC was observed. PEC as an intrusive tool succeeded in the inspection of vessel skirts without removing the fireproofing.
PULSED EDDY CURRENT (PEC):
PEC is a technique for inspecting carbon steel objects such as pipes and vessels, without the need for contact with steel surface. PEC can measure percentage variations in steel thickness through any non-conductive and non-magnetic material between sensor and steel surface such as air, insulation material, concrete, plastics, coatings, paint, sea water, marine growth deposits, oil etc.
A PEC measurement has two phases as illustrated in Figures 1 and 2. In the first phase electrical current flows through the transmitter coils of PEC probe. This current generates a magnetic field around the probe known as ‘primary field’.
The Primary field is unaffected by the presence of any non-conducting and non-magnetic material and penetrates undisturbed through to the steel below. In this way, the carbon steel directly beneath the transmitter coils is magnetized. Since the carbon steel is ferromagnetic (i.e. it has a high relative magnetic permeability) only the top layer of the steel is magnetized, as shown schematically in Figure 1.
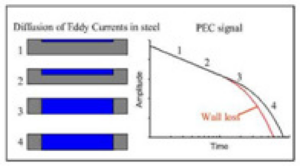
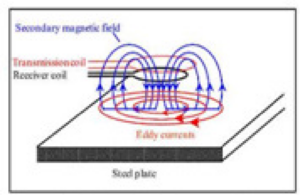
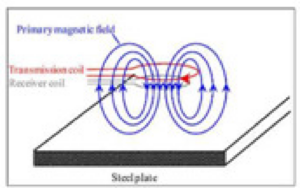 Figure 1: Magnetization of the steel. Figure 2: Induced eddy currents generate secondary magnetic field in the receiver coil. Figure 3: Diffusion of eddy currents the onsetof fast decay occurs when the far surface has been reached
In the second phase of measurement the current in the transmitter coil is switched off, collapsing the primary magnetic field. The changing magnetic field induces electrical ‘eddy’ currents in the surface of the steel. These eddy currents generate a secondary magnetic field, Figure 2, which reaches the receiver coils of the PEC probe. The secondary magnetic field induces an electrical voltage in the receiver coils. The magnitude of this voltage as a function of the time is referred to as the ‘PEC signal’.
The PEC signal contains information about the thickness of the steel, as described below. A specimen has a near and a far surface. Initially the eddy currents are confined to the near surface (closest to the PEC probe) but, as time elapses, they travel (or ‘diffuse’) outwards towards the far surface (Figure 3). As long as the eddy currents experience free expansion in the wall, their strength decreases relatively slowly. However, upon reaching the far surface, their strength decreases rapidly. The moment in time where the eddy currents first reach the far surface is indicated by a sharp decrease in PEC signal, known as ‘transition point’ (see Figure 3). The time of the transition point is therefore a measure of wall thickness. For example, the earlier the transition point, the sooner the eddy currents reach the far surface and the thinner the wall must be.
Alternatively, if the transition point occurs later in time, the eddy currents take longer to reach the far surface, so the wall has a larger thickness.
INSPECTION SCOPE & SUMMARY:
Figure 1: Magnetization of the steel. Figure 2: Induced eddy currents generate secondary magnetic field in the receiver coil. Figure 3: Diffusion of eddy currents the onsetof fast decay occurs when the far surface has been reached
In the second phase of measurement the current in the transmitter coil is switched off, collapsing the primary magnetic field. The changing magnetic field induces electrical ‘eddy’ currents in the surface of the steel. These eddy currents generate a secondary magnetic field, Figure 2, which reaches the receiver coils of the PEC probe. The secondary magnetic field induces an electrical voltage in the receiver coils. The magnitude of this voltage as a function of the time is referred to as the ‘PEC signal’.
The PEC signal contains information about the thickness of the steel, as described below. A specimen has a near and a far surface. Initially the eddy currents are confined to the near surface (closest to the PEC probe) but, as time elapses, they travel (or ‘diffuse’) outwards towards the far surface (Figure 3). As long as the eddy currents experience free expansion in the wall, their strength decreases relatively slowly. However, upon reaching the far surface, their strength decreases rapidly. The moment in time where the eddy currents first reach the far surface is indicated by a sharp decrease in PEC signal, known as ‘transition point’ (see Figure 3). The time of the transition point is therefore a measure of wall thickness. For example, the earlier the transition point, the sooner the eddy currents reach the far surface and the thinner the wall must be.
Alternatively, if the transition point occurs later in time, the eddy currents take longer to reach the far surface, so the wall has a larger thickness.
INSPECTION SCOPE & SUMMARY:
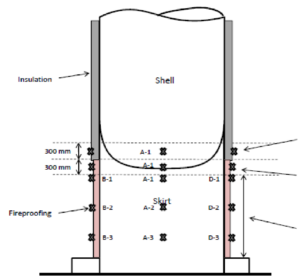
 When the equipment is in service, customer wanted to know on the integrity of the base material (skirts) without breaking the fireproofing. PEC is the only technique available in the industry that satisfies above application.
In the first phase of inspection complete data related to the vessels like drawings, thickness and other paramters were collected from the client; thorougly analyzed and site survey was conducted. This exercise helped in finding out critical areas, inaccessible areas and preparing scan plan to carryout inspection in a logical order.
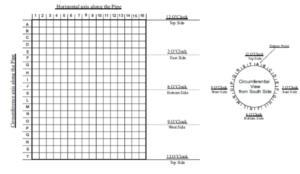
Upon preparation of scan plan, examination areas were marked using grid method & nammed for reference and verification in the future inspections. PEC equipment was prepared; calibration was done as per the procedure and made ready to take measurements in the proposed way of scan plan. PEC measurements were recorded in the percentage of remaining wall thickness with respect to the calibration spot. Results revealed minor to major corrosion type indications on various vessel skirts.
PEC measures average thickness in the footprint area. C-Scan showing color coded percentage remaining wall thickness readings is given in the table. No major corrosion type indication measurements were recorded during the inspection,
When the equipment is in service, customer wanted to know on the integrity of the base material (skirts) without breaking the fireproofing. PEC is the only technique available in the industry that satisfies above application.
In the first phase of inspection complete data related to the vessels like drawings, thickness and other paramters were collected from the client; thorougly analyzed and site survey was conducted. This exercise helped in finding out critical areas, inaccessible areas and preparing scan plan to carryout inspection in a logical order.
Upon preparation of scan plan, examination areas were marked using grid method & nammed for reference and verification in the future inspections. PEC equipment was prepared; calibration was done as per the procedure and made ready to take measurements in the proposed way of scan plan. PEC measurements were recorded in the percentage of remaining wall thickness with respect to the calibration spot. Results revealed minor to major corrosion type indications on various vessel skirts.
PEC measures average thickness in the footprint area. C-Scan showing color coded percentage remaining wall thickness readings is given in the table. No major corrosion type indication measurements were recorded during the inspection,
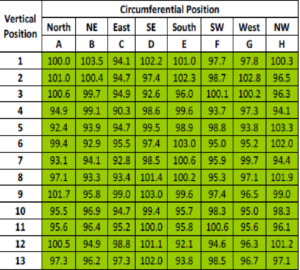 Few locations showing less remaining wall thickness were verified by breaking the concrete. Visual examination with Ultrasonic thickness measurements were performed on these areas. One of which location had foreign material inclusion in the cement which might have caused the permeability changes in the local area showing less remaining wall thickness reading in PEC. Slight variations in the results of PEC were observed against ultrasonic measurements on the other opened areas.
Few locations showing less remaining wall thickness were verified by breaking the concrete. Visual examination with Ultrasonic thickness measurements were performed on these areas. One of which location had foreign material inclusion in the cement which might have caused the permeability changes in the local area showing less remaining wall thickness reading in PEC. Slight variations in the results of PEC were observed against ultrasonic measurements on the other opened areas.
 CONCLUSION:
Pulsed Eddy Current Testing has been successfully applied as a technique to inspect vessel skirts without removing fireproofing which saves time and cost. This technique has also proven its efficiency in inspecting concrete coated sphere legs, insulated piping, tanks & other applications without the need to go for conventional method of removing the insulation.
CONCLUSION:
Pulsed Eddy Current Testing has been successfully applied as a technique to inspect vessel skirts without removing fireproofing which saves time and cost. This technique has also proven its efficiency in inspecting concrete coated sphere legs, insulated piping, tanks & other applications without the need to go for conventional method of removing the insulation.
Figure 1: Magnetization of the steel. Figure 2: Induced eddy currents generate secondary magnetic field in the receiver coil. Figure 3: Diffusion of eddy currents the onsetof fast decay occurs when the far surface has been reached
In the second phase of measurement the current in the transmitter coil is switched off, collapsing the primary magnetic field. The changing magnetic field induces electrical ‘eddy’ currents in the surface of the steel. These eddy currents generate a secondary magnetic field, Figure 2, which reaches the receiver coils of the PEC probe. The secondary magnetic field induces an electrical voltage in the receiver coils. The magnitude of this voltage as a function of the time is referred to as the ‘PEC signal’.
The PEC signal contains information about the thickness of the steel, as described below. A specimen has a near and a far surface. Initially the eddy currents are confined to the near surface (closest to the PEC probe) but, as time elapses, they travel (or ‘diffuse’) outwards towards the far surface (Figure 3). As long as the eddy currents experience free expansion in the wall, their strength decreases relatively slowly. However, upon reaching the far surface, their strength decreases rapidly. The moment in time where the eddy currents first reach the far surface is indicated by a sharp decrease in PEC signal, known as ‘transition point’ (see Figure 3). The time of the transition point is therefore a measure of wall thickness. For example, the earlier the transition point, the sooner the eddy currents reach the far surface and the thinner the wall must be.
Alternatively, if the transition point occurs later in time, the eddy currents take longer to reach the far surface, so the wall has a larger thickness.
INSPECTION SCOPE & SUMMARY:
When the equipment is in service, customer wanted to know on the integrity of the base material (skirts) without breaking the fireproofing. PEC is the only technique available in the industry that satisfies above application.
In the first phase of inspection complete data related to the vessels like drawings, thickness and other paramters were collected from the client; thorougly analyzed and site survey was conducted. This exercise helped in finding out critical areas, inaccessible areas and preparing scan plan to carryout inspection in a logical order.
Upon preparation of scan plan, examination areas were marked using grid method & nammed for reference and verification in the future inspections. PEC equipment was prepared; calibration was done as per the procedure and made ready to take measurements in the proposed way of scan plan. PEC measurements were recorded in the percentage of remaining wall thickness with respect to the calibration spot. Results revealed minor to major corrosion type indications on various vessel skirts.
PEC measures average thickness in the footprint area. C-Scan showing color coded percentage remaining wall thickness readings is given in the table. No major corrosion type indication measurements were recorded during the inspection,
Few locations showing less remaining wall thickness were verified by breaking the concrete. Visual examination with Ultrasonic thickness measurements were performed on these areas. One of which location had foreign material inclusion in the cement which might have caused the permeability changes in the local area showing less remaining wall thickness reading in PEC. Slight variations in the results of PEC were observed against ultrasonic measurements on the other opened areas.
CONCLUSION:
Pulsed Eddy Current Testing has been successfully applied as a technique to inspect vessel skirts without removing fireproofing which saves time and cost. This technique has also proven its efficiency in inspecting concrete coated sphere legs, insulated piping, tanks & other applications without the need to go for conventional method of removing the insulation.
Corrosion Under Insulation (CUI) Detection and Repair Techniques
Corrosion under insulation (CUI) and corrosion under fireproofing (CUF) pose significant threats to the integrity of industrial infrastructure in petrochemical plants. These insidious forms of corrosion can compromise an asset's structural integrity, leading to costly leaks, unplanned downtime, and potentially catastrophic failures. Addressing CUI and CUF challenges requires a proactive approach and the deployment of cutting-edge non-destructive testing (NDT) techniques for early detection and prompt intervention.
The Challenge: During a routine assessment of an industrial tower's skirt area, disturbing evidence of corrosion behind the fireproofing was uncovered. Ultrasonic thickness testing (UTT) revealed localized wall thickness reductions of up to 0.138 inches, exceeding the critical 70% threshold. This finding immediately triggered a comprehensive structural evaluation and the development of a strategic repair plan.Leveraging Advanced Technologies and Software Tools
The Advanced NDE team employed cutting-edge technologies and industry-leading software to ensure accurate assessments and tailored solutions. COMPRESS software was utilized to compute maximum load capacities and minimum required thicknesses based on design parameters such as temperature, pressure, and operational weight. This analysis established the baseline structural criteria for the repair.
Additionally, the team modeled the corroded and buckled skirt sections using ANSYS Finite Element Analysis (FEA) software. The comprehensive simulation identified stress concentrations and their distributions, enabling a precise assessment of the impacted areas. This thorough investigation provided invaluable insights for developing a practical repair solution.
Ensuring Asset Integrity Post-Fire: TechCorr’s Horizontal Drum Vessel Inspection
In the aftermath of a fire incident, asset owners face the critical challenge of evaluating the extent of damage to their equipment and determining the best course of action for restoration and repair. Inaccurate or insufficient evaluation can have severe consequences, ranging from reduced productivity to catastrophic failures endangering the environment and human safety. As leaders in the NDT and asset management industries, TechCorr understands the crucial importance of comprehensive, methodical inspections in such situations. By employing cutting-edge non-destructive testing (NDT) methods, adhering to strict industry guidelines, and leveraging data analytics expertise, TechCorr helps clients navigate the challenges of post-fire asset evaluation and ensures the integrity of their machinery.
The Challenge: In a recent case study, TechCorr was called upon to assess the condition of a horizontal drum vessel following a fire incident. The company's team of certified technicians conducted a comprehensive external API 510 Compliance inspection, utilizing ultrasonic thickness measurements at strategically selected Condition Monitoring Locations (CMLs) to evaluate the vessel's structural integrity. Visual inspections revealed significant coating damage and burned gauges, but further investigation was necessary to identify any hidden damage that could compromise the vessel's performance and safety.
NDT Inspection of a Kerosene Piping System
As a pioneer in the field of non-destructive testing (NDT) and asset management, TechCorr uses sophisticated methods and careful analysis to tackle challenging problems and guarantee the integrity and security of vital infrastructure. In this industry, it is critical to implement maintenance procedures that are exact, dependable, and proactive. Our most recent examination and assessment of a kerosene piping system, known as SK-077, highlighted the vital significance of thorough inspection procedures and focused fixes.
The inspection of the SK-077 system was conducted in accordance with the latest API 570 standards, focusing on the segment from the tower T1 to the pumps P-4 (P-4A, P-6A) within a crude plant. TechCorr's highly skilled NDE inspectors thoroughly inspected the system and found that it had been subjected to difficult circumstances, including fire damage, and excessive wear.
The Challenge: The primary areas of concern at pipe rack support bases were burned coatings, insulation failures, and general corrosion. Each of these problems needed to be thoroughly inspected and dealt with right away. Ultrasonic testing (UT), one of the crucial methods used, showed significant wall loss in several places, with results showing a drop of almost 60% from the nominal thickness. Particular condition monitoring locations (CMLs) were found; the worst degradation was seen at CMLs 6, 7, 10, 11, 12, and 13. Our engineers were able to create a focused maintenance plan and identify the locations that needed repairs the most urgently thanks to this data. TechCorr experts suggested several remedial steps to fix these problems. These included applying sophisticated coating systems to guard against more corrosion and environmental exposure, replacing deteriorated piping sections, and installing wear pads to stop crevice corrosion at support contact areas. Additionally, the team recommended installing support gussets at the pump's inlet and outlet connections to lessen stress and vibration-induced damage. TechCorr’s approach extends beyond immediate repairs to include preventive measures. For example, TechCorr's team stressed the significance of using high-quality insulation materials and appropriate sealing techniques to avoid moisture intrusion, a typical source of corrosion under insulation (CUI), in order to combat continuous corrosion under insulation. Regular inspection intervals were also set, with UT surveys every 10 years and visual examinations every five years, to guarantee ongoing monitoring and prompt intervention. The assessment also made clear the necessity of better site drainage and housekeeping in order to stop environmental variables from accelerating the deterioration of the infrastructure. TechCore experts recommended carefully cleaning and recoating the affected parts in compliance with NACE SSPC-SP-3 requirements, which are specifically tailored for the maritime climate of the site, in order to extend the lifespan of the components. TechCorr proved its dedication to guaranteeing the efficiency, dependability, and safety of crucial piping systems by implementing these cutting-edge NDT procedures and thorough maintenance plans. In addition to resolving the immediate challenges, our skilled team's ability to recognize and handle these issues successfully laid the groundwork for improved long-term asset management, highlighting TechCorr's position as a leader in the sector.
Horizontal Recontracting Drum Postfire Assessment
The engineers and experts at TechCorr are committed to upholding the best practices in asset management and non-destructive testing (NDT). An illustration of this dedication was our recent examination of a horizontal recontracting drum following a fire incident.
The Challenge: This 60-inch-diameter vessel was constructed with SA-516-70 and SA-106 components; therefore, a thorough API 510 Compliance evaluation was required to identify any damage and ensure continued safe operation. The fire on the north and bottom of the drum caused level II damage, while other areas showed level I damage. The possibility of accelerated corrosion and metallurgical integrity remained concerns, despite initial investigations showing little mechanical deformation. TechCorr's expert team used cutting-edge nondestructive testing (NDT) methods, beginning with ultrasonic thickness testing (UT), to solve these problems. Our experts tested the thickness at 17 carefully chosen condition monitoring locations (CMLs) throughout the vessel, including the shell, heads, and nozzles, using a GE DMS Go device. After calibrating the UT values in Echo-to-Echo mode with the step wedge, it was confirmed that the corrosion rate was low, at 0.5 MPY, indicating minimal material loss. This information was essential for confirming the vessel's post-fire structural integrity. Our engineering team compared the grain structure and mechanical characteristics of samples from fire-affected and unaffected locations using metallography and hardness testing in addition to UT. The results of these tests confirmed that the metallurgical integrity of the vessel had not been harmed by the fire. Our maintenance recommendations were informed by a clear awareness of the vessel's condition, thanks to our thorough approach. The inspection revealed primarily coating damage, especially on the ladder, platform, and north side of the drum, with no mechanical deformations observed. Areas exposed to fire showed some minor corrosion, but it was still within acceptable bounds. Although there were pre-existing random cracks in the concrete, structural elements such as metallic saddles and concrete supports did not exhibit any damage from the fire. The expert team at TechCorr made a number of maintenance recommendations in light of the findings, including recoating and sandblasting the platform and ladder, fixing the ladder's concrete support, fireproofing the metallic saddles, maintaining and calibrating the Pressure Safety Valve (PSV), and running a hydrostatic test to make sure there are no leaks. These actions guarantee the vessel's long-term integrity and operating preparedness. This case study emphasizes how crucial sophisticated nondestructive testing procedures are to asset management. TechCorr's team of engineers and specialists was able to reduce immediate risks and ensure the safety and efficiency of the vessel for future operations by carefully evaluating and resolving any difficulties. This proactive strategy highlights TechCorr's industry leadership and illustrates our dedication to maintaining operational excellence and industrial safety.
Forensic Failure Analysis: Unraveling the Causes of a Refinery Fire Incident
A refinery fire occurred in March 2024 as a result of an occurrence, which prompted a thorough failure review to determine the root cause. Within four hours, the fire that started in the P-6A Pump area and moved to the E-4 heat exchanger was contained, seriously disrupting operations but leaving no casualties.
The Challenge: After a thorough investigation, TechCorr’s team of engineers determined that the fire was started by a ½” nipple to bushing connection failure on the P-6A pump discharge line. The forensic investigation emphasized how important non-destructive testing (NDT) and advanced metallurgical analysis were to identifying the fundamental problems that led to the incident.
Safeguarding Asset Integrity through Advanced NDT: TechCorr’s NAFTA Pipeline System Assessment
TechCorr, a leading provider of NDT and asset management solutions, recently undertook a comprehensive inspection of a Nafta pipeline system that had been exposed to a severe fire incident. The inspection focused on a Class 2 carbon steel (CS) piping system, designated as SK-019, which was operational in a refinery setting.
The Challenge: Due to the fire, this system had been subjected to extremely high temperatures, raising concerns about potential issues with its structural integrity, such as corrosion, coating breakdown, and mechanical damage. TechCorr's primary objectives were to evaluate the extent of damage, determine the system's suitability for continued operation, and recommend necessary repairs. Employing a multifaceted approach, TechCorr's experts utilized a range of advanced NDT techniques to accurately assess the pipeline system's condition. One of the primary methods employed was Ultrasonic Thickness (UT) measurement, which enabled the systematic measurement and documentation of wall thickness values. By establishing Condition Monitoring Locations (CMLs), TechCorr's team revealed a 22% wall loss relative to the nominal thickness and identified areas vulnerable to further deterioration. In addition to UT measurements, TechCorr's knowledgeable team conducted a comprehensive visual assessment to identify any surface imperfections, such as mechanical deformation, general corrosion, and coating failure. A metallographic study was also performed to investigate potential microstructural changes due to the fire exposure. Notably, no significant alterations or microstructural damage were found, indicating that the material's primary properties were preserved. TechCorr's experts also conducted hardness testing on the suction and discharge sections of the pumps, verifying that there was no heat-induced brittleness or softening, and that the material's hardness remained within acceptable limits. The inspection revealed overall corrosion and coating degradation due to the intense heat from the fire, with observations including numerous rust patches, corroded flange studs and bolts, and peeling and burned coatings. Despite these issues, the engineers found no significant leaks or misalignments, and the system's structural integrity was largely maintained. Based on these findings, TechCorr's professionals recommended applying NACE SSPC-SP-3 standards for complete cleaning and recoating of corroded areas. This preventive action is crucial to extend the life of the affected components and prevent unplanned leaks. Additionally, it was advised to perform thorough maintenance and leak testing on all valves prior to restarting operations. Due to the visible scale corrosion on the flanges and gaskets, gasket replacement was also recommended. Furthermore, the fire damage to the platform near Drum D-1 necessitated the construction of supports, and strengthening this structure was crucial for ensuring safe access and operation. TechCorr's meticulous application of advanced NDT techniques underscores the importance of comprehensive inspections in asset integrity management. The company's qualified team conducted metallographic analyses, hardness tests, and UT measurements to provide a thorough evaluation that guided targeted maintenance plans. This proactive approach not only ensures the continued safety and reliability of the Nafta piping system but also highlights TechCorr's commitment to excellence in asset management and non-destructive testing. By leveraging its expertise and cutting-edge methodologies, TechCorr continues to set industry standards, ensuring that critical infrastructure remains secure, efficient, and operational.